Content can be downloaded for non-commercial purposes, such as for personal use or in educational resources.
For commercial purposes please contact the copyright holder directly.
Read more about the The Creative Archive Licence.

Description
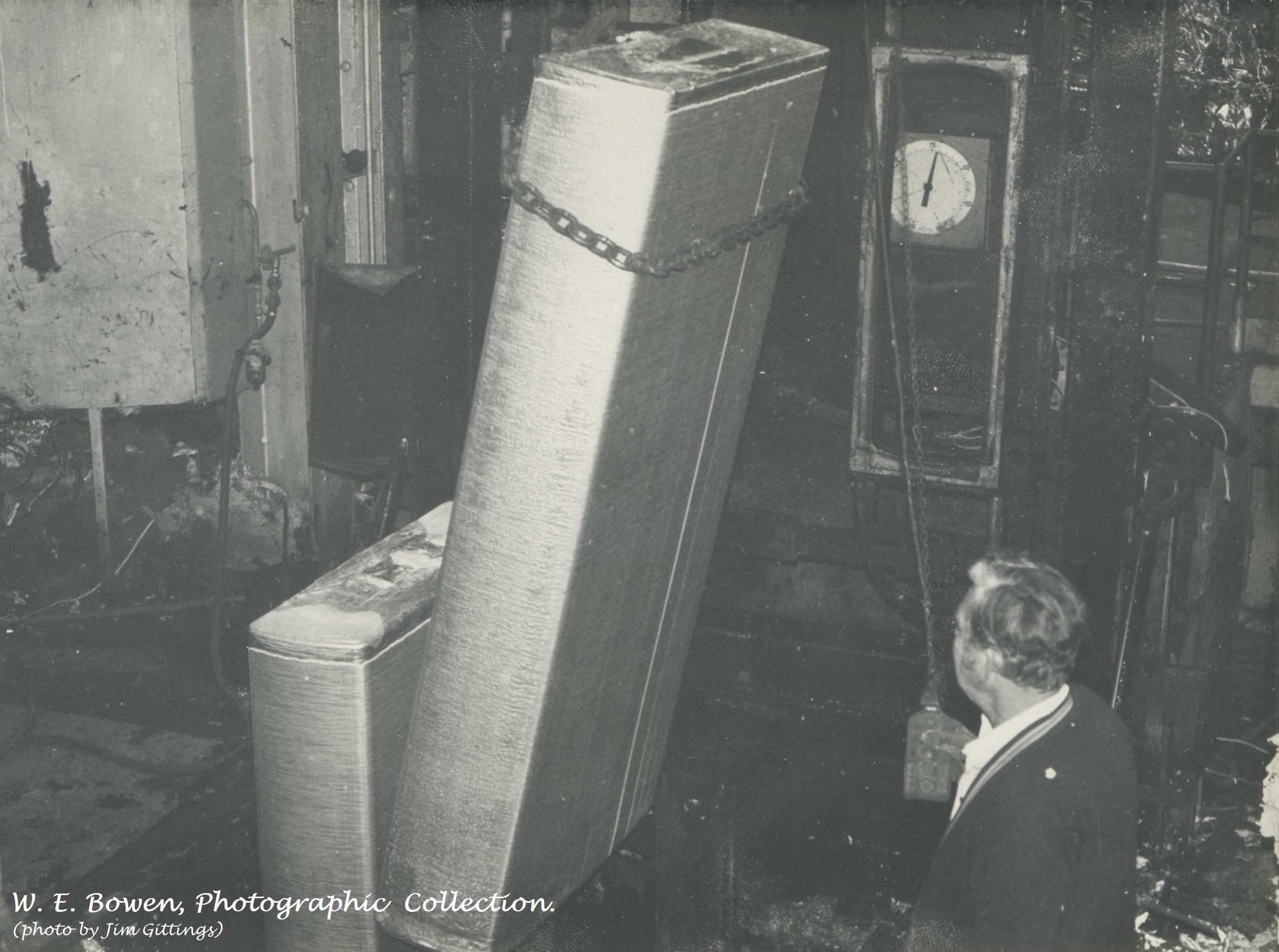
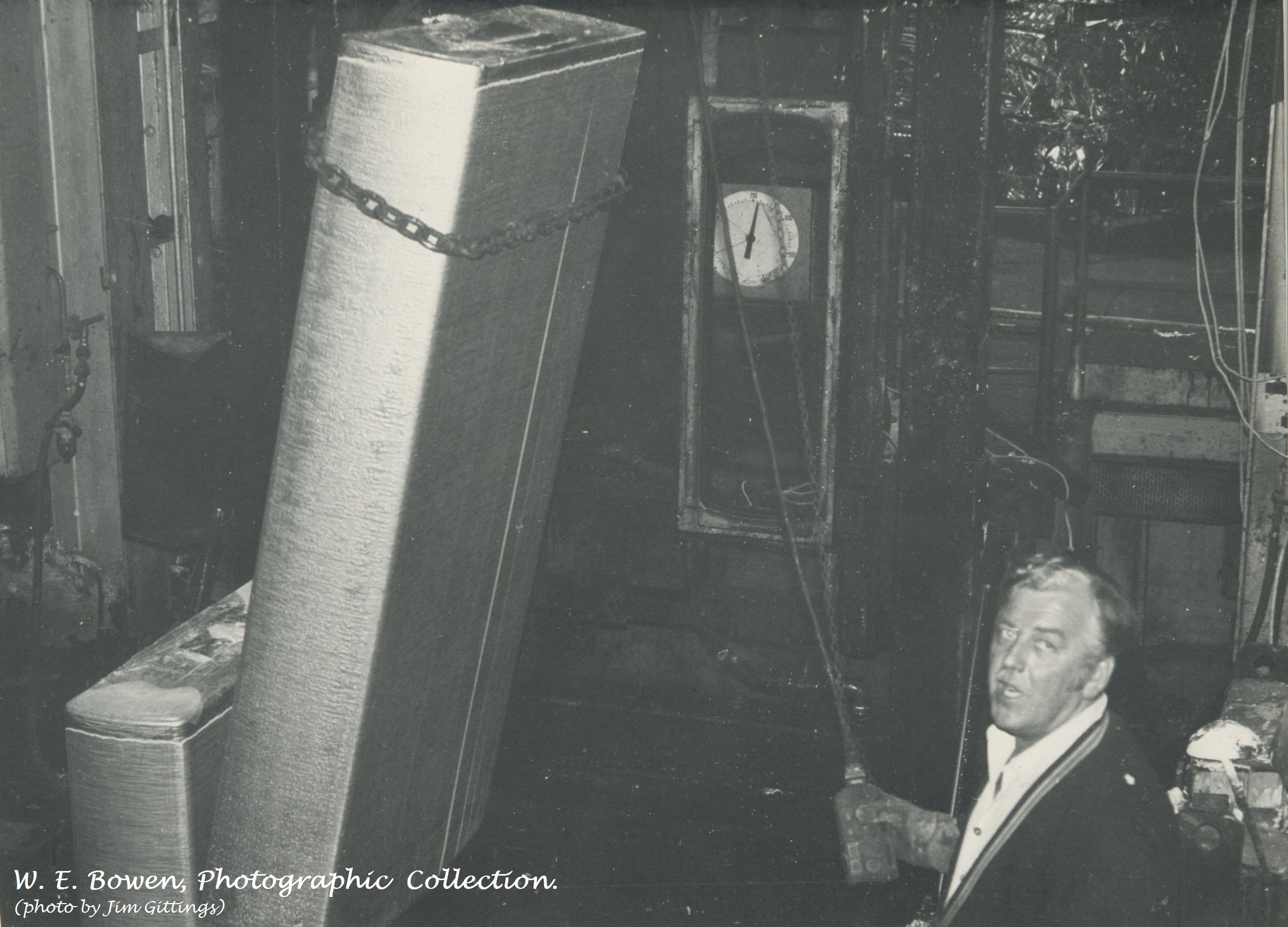
H. Lloyd raising slab from pit, Rheola Works.




Do you have information to add to this item? Please leave a comment
Comments (2)
You must be logged in to leave a comment